

Základným účelom spodného vypúšťacieho ventilu je dosiahnuť úplné odvodnenie a uzavretie bez mŕtveho priestoru v najnižšom bode plavidla. V aplikáciách od sterilných bioreaktorov po kryštalizačné nádrže vedie neschopnosť úplne vypustiť produkt ku krížovej kontaminácii, mikrobiálnemu rastu a významnej strate výnosu. Výber konštrukcie ventilu – či už stúpajúci baran, guľový ventil so splachovacím dnom alebo kotúč ovládaný piestom – priamo určuje čistotu a návratnosť vsádzkového procesu.
Dizajn ventilov a geometria prietoku
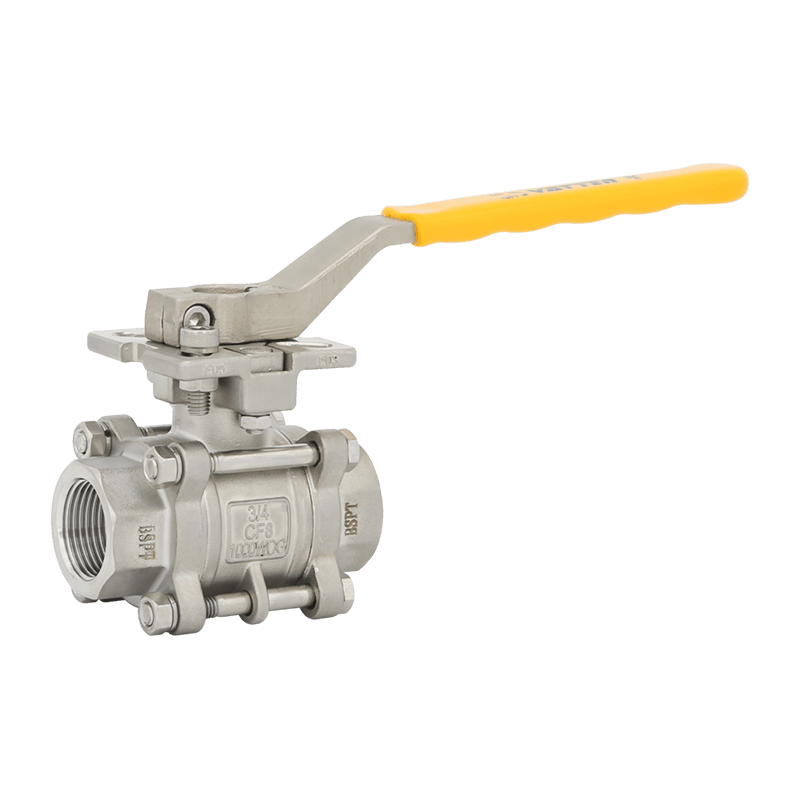
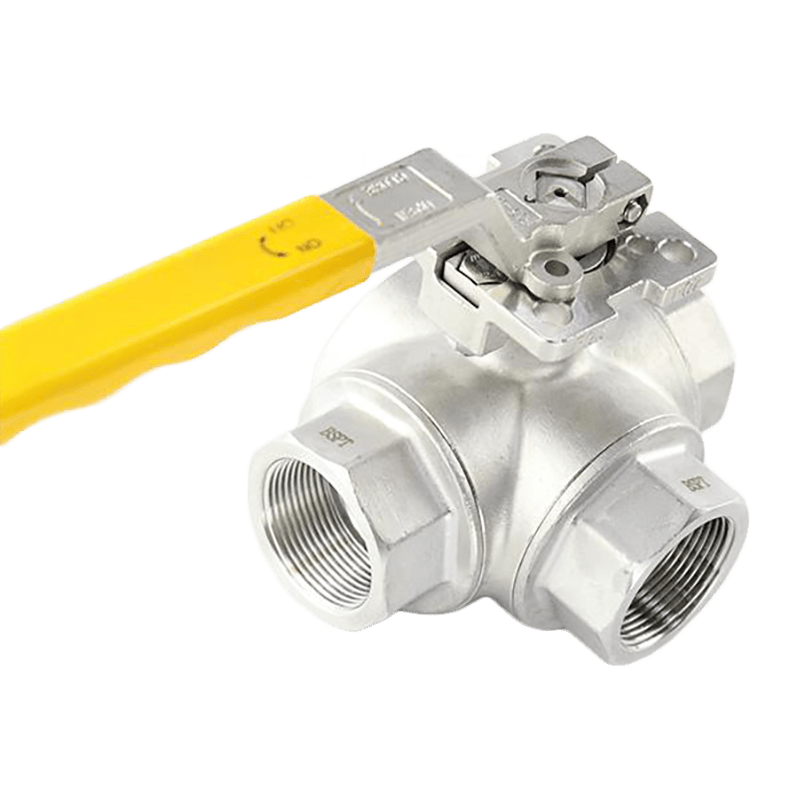
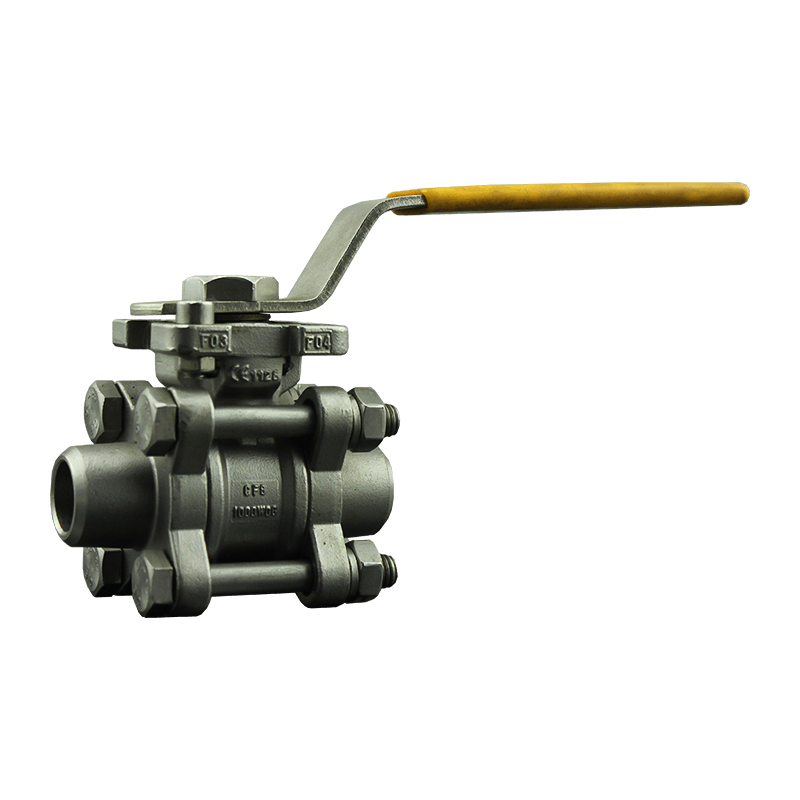
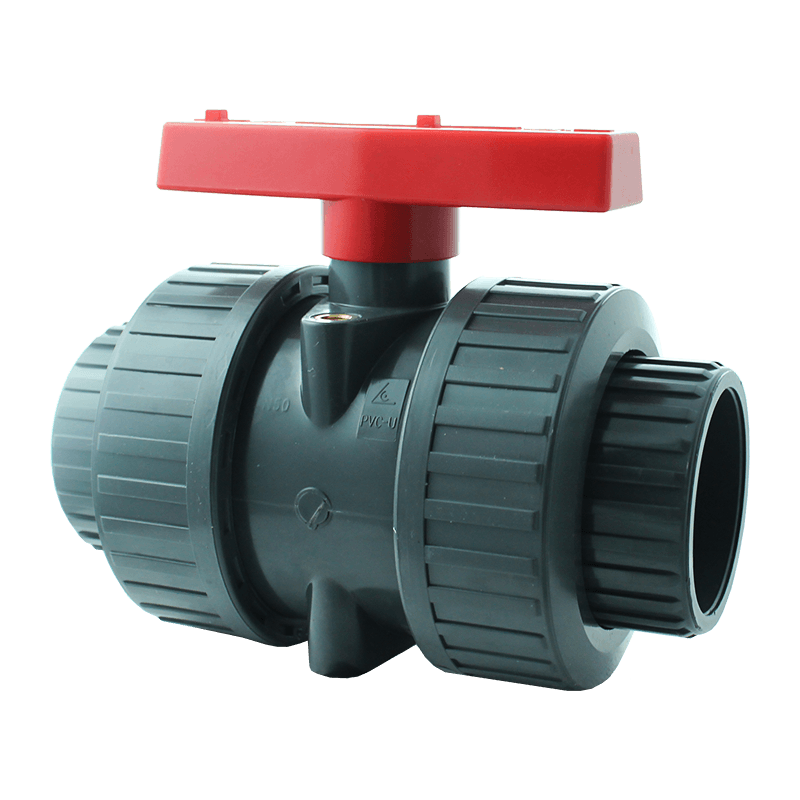
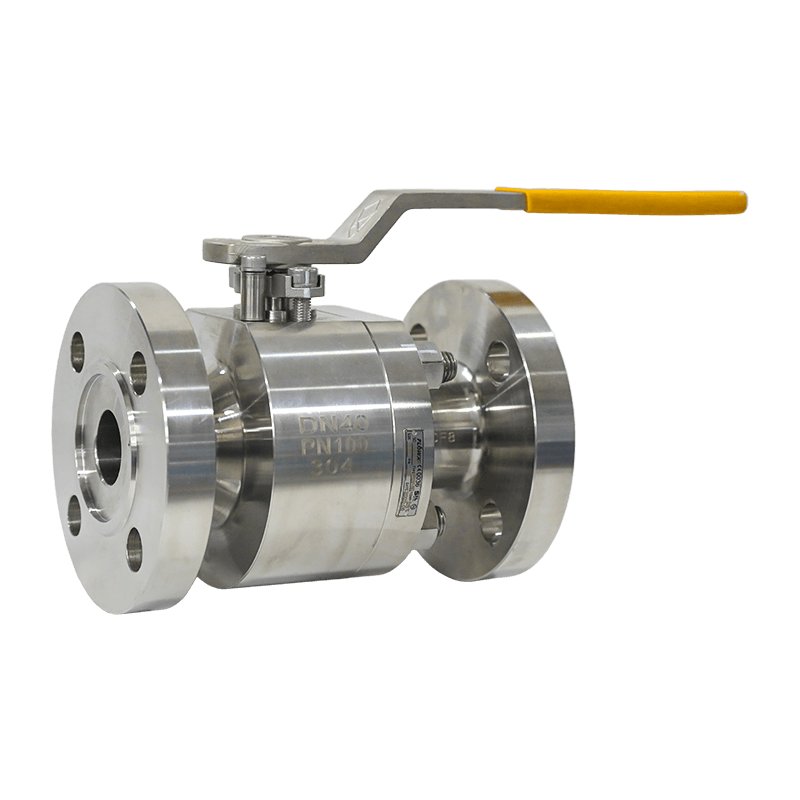
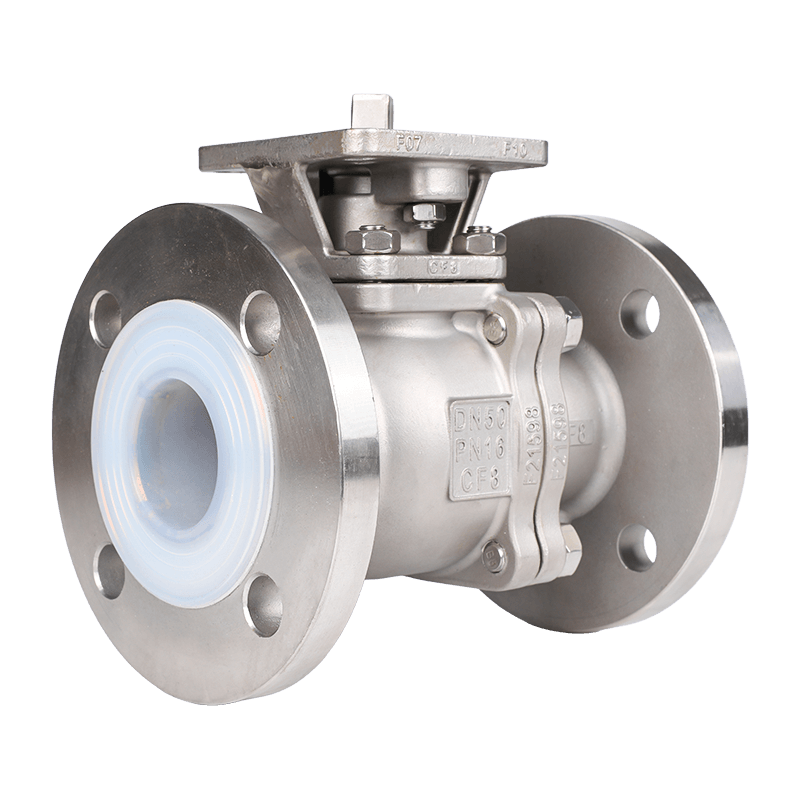
Rozdiel medzi štandardným guľovým ventilom a špecializovanou spodnou výpustnou jednotkou spočíva vo vnútornom obryse. Aby ventil efektívne fungoval v odtokovej aplikácii, musí byť tesniaci povrch po zatvorení v jednej rovine s vnútrom nádoby. Stúpajúce piestové alebo piestové ventily tlačia zátku do dýzy nádrže, čím fyzicky vytláčajú pevné látky, ktoré by mohli premostiť alebo zablokovať port. Naproti tomu guľové ventily so splachovacím dnom majú opracovanú dutinu, ktorá, keď je uzavretá, poskytuje hladký povrch vnútrajšku nádoby, čím zabraňuje nahromadeniu pevných látok do sedla. Údaje z kryštalizačných procesov ukazujú, že štandardný zapustený ventil dokáže zachytiť až 15 % objemu šarže v mŕtvych zónach, zatiaľ čo dizajn zapustenej montáže zvyčajne znižuje zadržaný objem na menej ako 0,5 %.
Tesniace technológie a veda o materiáloch
Integrita tesnenia spodného vypúšťacieho ventilu sa testuje nielen na základe tlakových rozdielov, ale aj nahromadením abrazívnych kryštálov alebo lepivých polymérov v bode uzáveru. V tejto oblasti dominujú dve primárne tesniace stratégie: tesnenia kov na kov pre extrémne teploty a tesnenia s polymérovými okrajmi pre aseptickú opakovateľnosť.
Tesnenia kov na kov
Pri vysokoteplotných procesoch presahujúcich 200 °C elastoméry rýchlo degradujú. Stelit alebo karbid volfrámu na sedle aj kotúči poskytujú brúsne tesnenie, ktoré toleruje tepelné cykly. Tieto tvrdené povrchy často dosahujú nízke miery úniku ANSI trieda V , vďaka čomu sú vhodné pre teplonosné kvapaliny a roztavené soli. Primárnou prevádzkovou požiadavkou je špecifický ovládací krútiaci moment, aby sa zabezpečilo, že kovové povrchy do seba prúdia za studena bez zadretia.
Sedadlá z PTFE a kompozitu PTFE
Pre odolnosť proti chemickej korózii pod 180 °C zostáva priemyselným štandardom modifikovaný PTFE. Čistý PTFE však trpí studeným tokom pri nepretržitom zaťažení. Výrobcovia tomu čelia použitím vystuženého PTFE s obsahom plniva 15 % až 25 % skleneného vlákna alebo uhlíka, čo zvyšuje pevnosť v tlaku približne o 30 % pričom mierne obetuje chemickú inertnosť. Najnovšia generácia odpružených PTFE sedadiel vytvára dynamické tesnenie, ktoré automaticky kompenzuje tepelnú kontrakciu bez manuálneho nastavovania.
Kompatibilita čistenia a sterilizácie
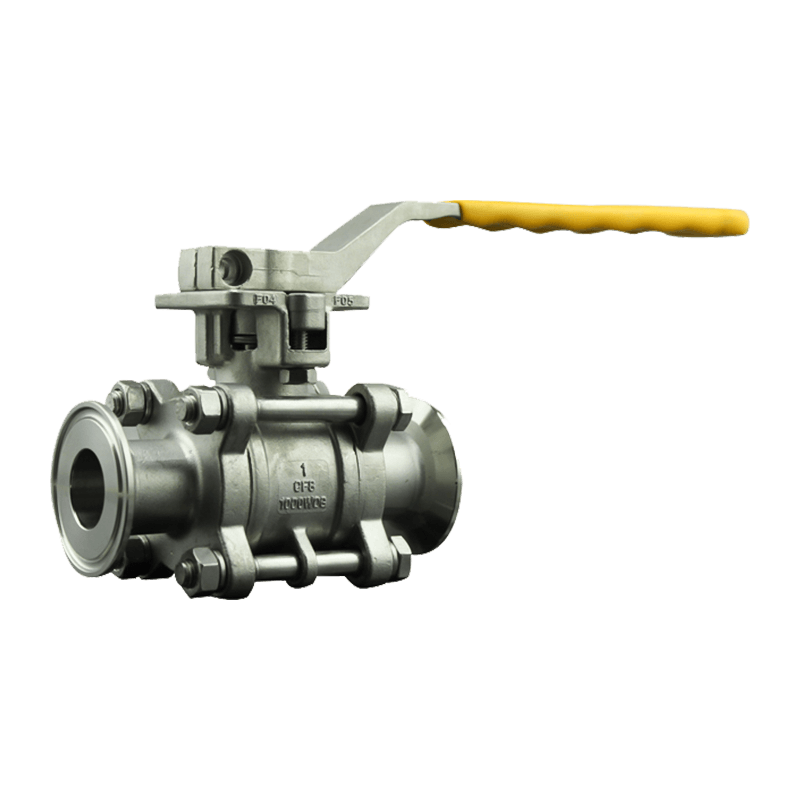
Čistiteľnosť je hlavnou hodnotou spodné vypúšťacie ventily v biologických vedách. Konštrukcia musí eliminovať "priestor pre porušenie" medzi tryskou nádoby a tesniacim prvkom. Cykly pary na mieste (SIP) vyžadujú, aby telo ventilu odolalo opakovanému vystaveniu 135°C nasýtená para bez hromadenia kondenzátu. Ventil využívajúci vlnovcové tesnenie namiesto štandardného dizajnu upchávky vretena zabráni vniknutiu vonkajšej kontaminácie a umožní úplné preniknutie pary okolo vretena. Validačné štúdie potvrdzujú, že vlnovcový ventil s rovným dnom môže dosiahnuť a 6-log redukcia spór Geobacillus stearothermophilus počas štandardného 30-minútového sterilizačného cyklu.
Povrchová úprava zmáčaných častí je kritickým kontrolným bodom. Hodnota Ra 0,5 µm (20 mikropalcov) alebo lepšia je štandardná pre injekčné liečivá. Elektroleštenie zdokonaľuje tento povrch odstránením mikroskopických vrcholov, kde sa môžu ukotviť kolónie baktérií, zlepšuje odolnosť proti korózii a znižuje priľnavosť produktu.
Aktivácia a riadenie procesov
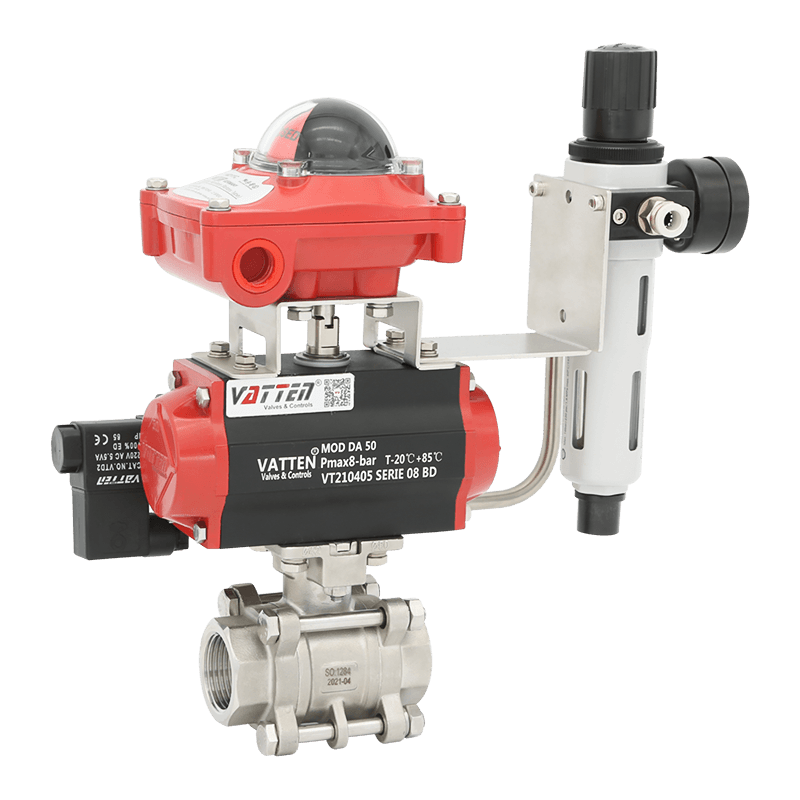
Prevádzková kadencia spodného vypúšťacieho ventilu často zahŕňa bezpečnostný imperatív „zatvorený pri poruche“. Pneumatické ovládače s vratnou pružinou sú predvolenou voľbou pre prenos nebezpečných tekutín. Keď dôjde k pretlaku v nádobe, strata tlaku vzduchu musí okamžite pritlačiť kužeľ ventilu do zatvorenej polohy proti prúdu prúdu. To si vyžaduje výpočty veľkosti ovládača, ktoré zohľadňujú statický tlak v nádrži plus bezpečnostný faktor 1,5-násobok maximálneho diferenčného tlaku .
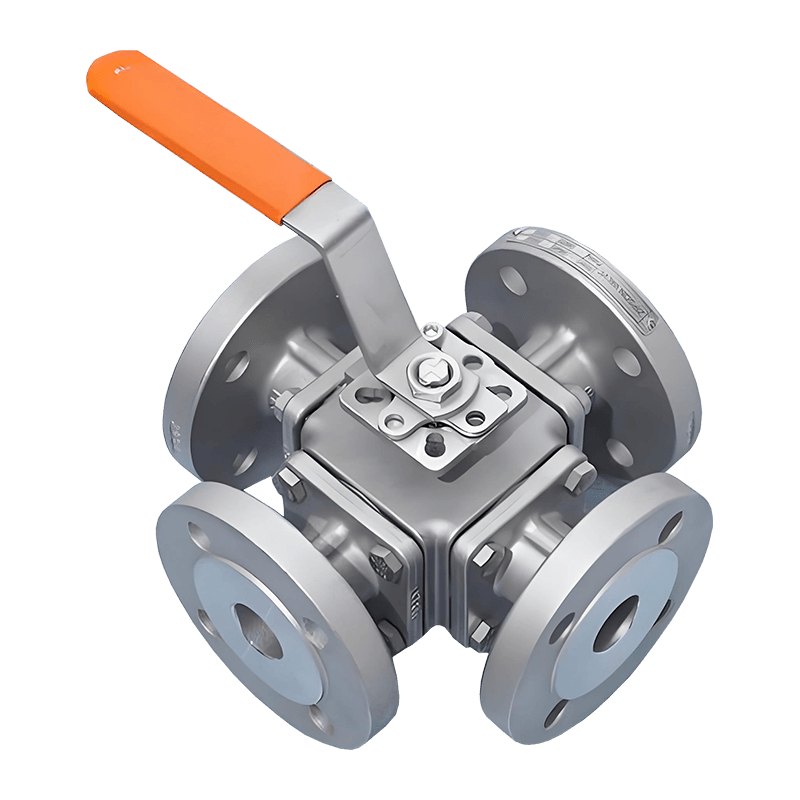
Presné riadenie prietoku priamo z výstupu reaktora je čoraz bežnejšie. Lineárny ventil so stúpajúcim piestom, spojený s digitálnym polohovadlom, umožňuje, aby sa spodný ventil zdvojnásobil ako dávkovacie zariadenie pre viskózne živice. Profilovaním obrysu zdvihu môžu operátori ovládať rýchlosť šmyku počas vypúšťania, čím sa zabráni rozpadu gélu, ku ktorému dochádza pri guľových ventiloch typu on/off.
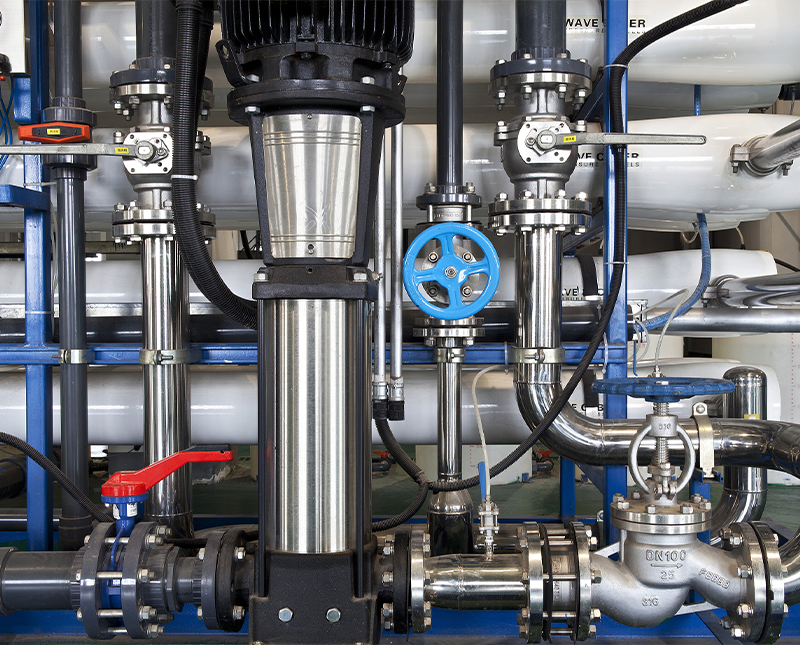
Inštalačné kritériá a technika trysiek
Správna integrácia nádoby vyžaduje presné opracovanie príruby podložky. Kritický rozmer je dĺžka medzi vnútorným priemerom nádoby a tesniacou plochou ventilu. Ak je tento krk príliš krátky, tepelná rozťažnosť bundy môže zdeformovať telo a spôsobiť trvalé presakovanie. Ak je príliš dlhý, vytvára statické zadržanie produktu. Tolerancia zarovnaného brúsenia ±0,5 mm je vynútiteľné počas zvárania v teréne, aby sa zabránilo tomuto nesúladu. Plášťové spodné vypúšťacie ventily sú povinné pre procesy zahŕňajúce síru, smolu alebo polyméry, ktoré tuhnú pod 100 °C, čím sa zabezpečí, že produkt zostane pohyblivý, kým posledná kvapka neopustí trysku.
| Typ ventilu | Optimálny typ kalu | Typická maximálna viskozita |
|---|---|---|
| Stúpajúci baran / piest | Brúsne kryštály, vláknité drviny | 250 000 cP |
| Guľa so splachovacím dnom | Voľne tečúce kvapaliny, ľahké kaly | 15 000 cP |
| Disk / Membrána | Sterilné médiá, zber bioreaktorov | 10 000 cP |
Riešenie problémov so zlyhaním spoločného tesnenia
Pretrvávajúce presakovanie v nedávno servisovanom spodnom vypúšťacom ventile má zvyčajne tri hlavné príčiny. Po prvé, nesúososť medzi strmeňom ovládača a kapotou spôsobuje bočné zaťaženie predstavca, čím sa mäkké sedlo nerovnomerne deformuje. Po druhé, kryštalický produkt usadený v drieku drieku obmedzuje uzatváraciu silu. Protokol opravy v teréne využívajúci preplachovanie horúcim rozpúšťadlom namiesto mechanického páčenia môže zachrániť integritu sedadla. Po tretie, nesprávny krútiaci moment tesniacej upchávky stláča vreteno a bráni úplnému kontaktu s tesnením; test číselníka na zdvihu potvrdí, či zátka fyzicky dosiahne úplne uzavretú polohu.
Náklady na životný cyklus
Hodnotenie spodného vypúšťacieho ventilu výlučne na základe obstarávacej ceny kapitálu ignoruje dominantné náklady na prestoje na údržbu. Odolné kované telo s obnoviteľnou vložkou sedadla, aj keď zvyčajne stojí 30 % more spočiatku ako liate jednodielne telo, umožňuje výmenu sedla bez prerezania zvarového spoja. Počas päťročnej životnosti v abrazívnej suspenzii oxidu titaničitého sú celkové náklady na vlastníctvo kovaného dizajnu zvyčajne o 40 % nižšie vzhľadom na rýchlosť obrátky údržby. Celkový dizajn zvárania eliminuje prírubové tesnenia, odstraňuje najbežnejšie vonkajšie miesta úniku a znižuje riziká prchavých emisií.